聯(lián)系我們
|
微信
銷售電話:18621317168掃一掃 聯(lián)系我們
|
銷售電話:18621317168掃一掃 聯(lián)系我們
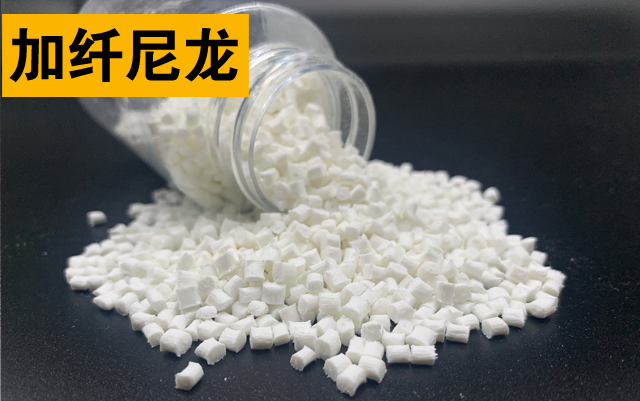
改性高性能加纖尼龍
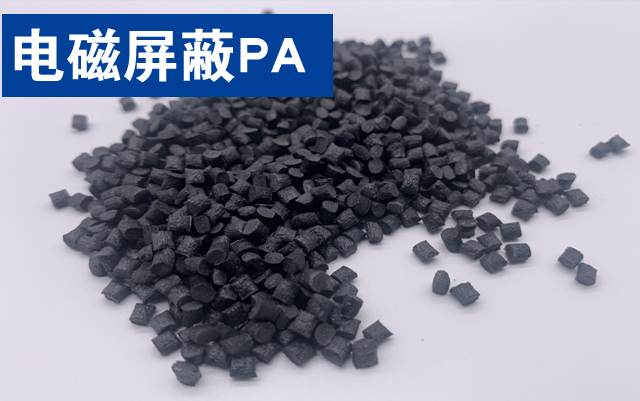
改性高性能電磁屏蔽尼龍PA

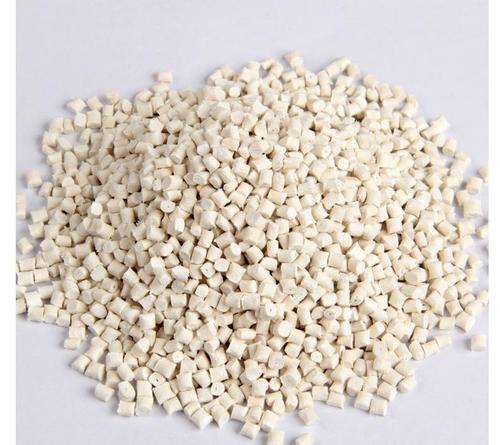
改性高性能防火尼龍

PA6 B3SR03 高流動性 耐油 結晶 熱穩(wěn)定級 PA6塑膠原料
荷蘭帝斯曼PA6 K224-HG6 30%玻纖 熱穩(wěn)定級 尼龍料 PA6塑膠原料

PA6 德國朗盛 B30SFN30 無鹵阻燃 高CTI PA6原料 尼龍塑料

PA6 德國朗盛 BKV50H2 50%玻纖 耐熱老化 PA6原料 尼龍塑料

PA6 德國朗盛PA6 DPBKV60H2 60%玻纖 增強 高流動性 耐熱老化

PA66 CM3006G45 鹵素阻燃 電氣零件 齒輪用工程塑料
PA66 11C40美國杜邦 40%礦物 熱穩(wěn)定級 尼龍66 pa66原料
尼龍PA66改性原料的主要工藝條件:

