聯(lián)系我們
|
微信
銷售電話:18621317168掃一掃 聯(lián)系我們
|
銷售電話:18621317168掃一掃 聯(lián)系我們
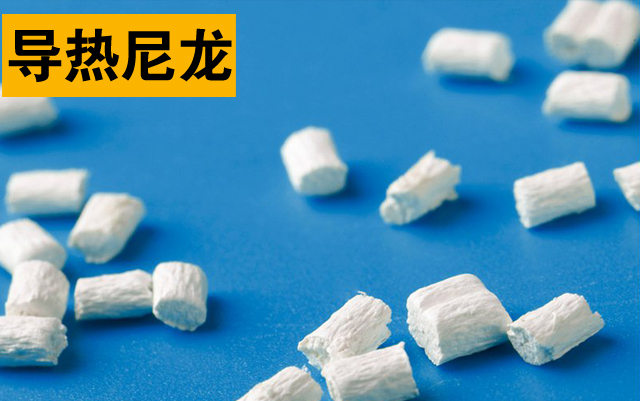
改性高性能導(dǎo)熱尼龍PA

PA6 CM1016G-30 30%玻纖 增強 耐熱級 電器用具 高流動性

德國巴斯夫PA6 B3WG6 30%玻纖 增強 耐熱老化 耐油PA6塑膠原料

PA6塑膠原料 荷蘭帝斯曼PA6 K-FKGS6/B 30%玻纖 增強 鹵素阻燃 尼龍料

PA6塑膠原料 德國巴斯夫PA6 8203CHS 高流動性 耐油 結(jié)晶 熱穩(wěn)定級 原材料

PA6 K-FKG3 荷蘭帝斯曼 15%玻纖 增強 PA6塑膠原料
PA66 8018HS增強尼龍塑料 尼龍原料

PA66 70G25HSL 美國杜邦熱穩(wěn)定 增強尼龍原料

PA6T51G35HSL熱穩(wěn)定級尼龍 美國杜邦 原材料

美國杜邦PA66 MT409AHS 沖擊改性 熱穩(wěn)定級 尼龍66 pa66原料